
地址:中国江苏靖江市靖城镇越江村管理区
电话:0523-84659900
手机:17768611369
邮箱:webmaster@nl-hose.com
金属不锈钢波纹管是一种带有连续波纹状异形截面的管状零件,是波纹管类组件重要的组成部分。由于特殊的结构形式,使其在连接、密封、吸振等方面具备优于直壁管件或者金属软管所不具备的功能。也正是由于这种特殊的管壁形状,对其成形技术和成形装备提出了更多的要求。时下针对金属波纹管的成形技术种类繁多,例如有液压成形、机械或橡胶胀形、焊接成形、电化学成形、旋压成形、滚压成形、电磁成形、超塑成形、水射流渐进成形和半无模成形。结合各个技术特点,都有相对应的波纹管类型和使用范围。本文围绕当前工业中应用较为广泛的金属波纹管液压成形技术及相关设备进行重点介绍。
从1929年第 一根波纹管的诞生,至今已有近百年的历史。早期的波纹管应用在测量仪器中,作为弹性辅助原件。作为基础元件的金属波纹管以及其组成的部件,是现在装备制造及工业生产系统中不可缺省的组成部分。金属波纹管在航空航天,汽车制造,密封阀门,建筑工程以及医疗卫生等领域有着十分广泛的应用。
国内外众多汽车生产商将金属波纹管作为降噪装置,应用于车辆排气系统中(图1)。在汽车行业中使用的是由双层不锈钢板,先进的生产工艺制成的金属波纹管,布置在发动机与排气管组件的连接处。波纹管降噪装置可以阻止源自发动机的振动向排气管组件传播,并降低排气系统和车架的共振,以减少整车振动噪声。
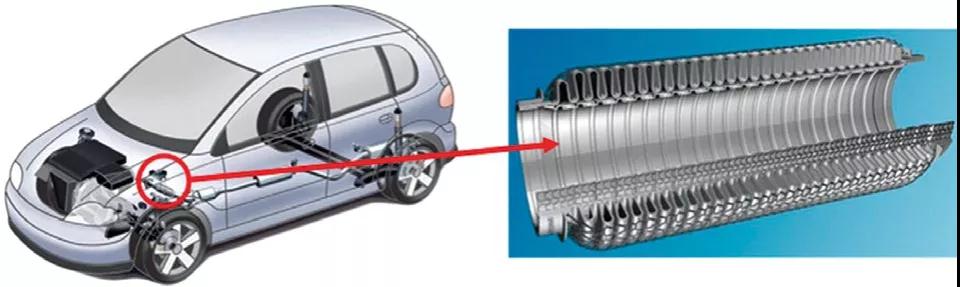
图1 汽车排气系统用金属不锈钢波纹管降噪装置
阀门在现代化工工业、石化冶炼、热力发电等生产部门有复杂的管网系统,具有举足轻重的作用。尤其是在大口径防泄漏的关键节点上需选用金属波纹管阀门(图2)。耐高压、耐腐蚀的金属波纹管组件与阀体内腔活动部件构成密封,阻止高压流体从阀杆缝隙溢出。
在卫生医疗行业中,金属波纹管也有广泛的应用,例如将微型金属波纹管用于助听器中。微型金属波纹管是良好的声波传感器。在接收端,两轴端密封的微型波纹管,受到外界微小压力就会产生变形,将声信号转变为位移信号。在发射端,配合电磁驱动装置将电信号转换为声波振动信号。图3所示为该助听器装置原理图。
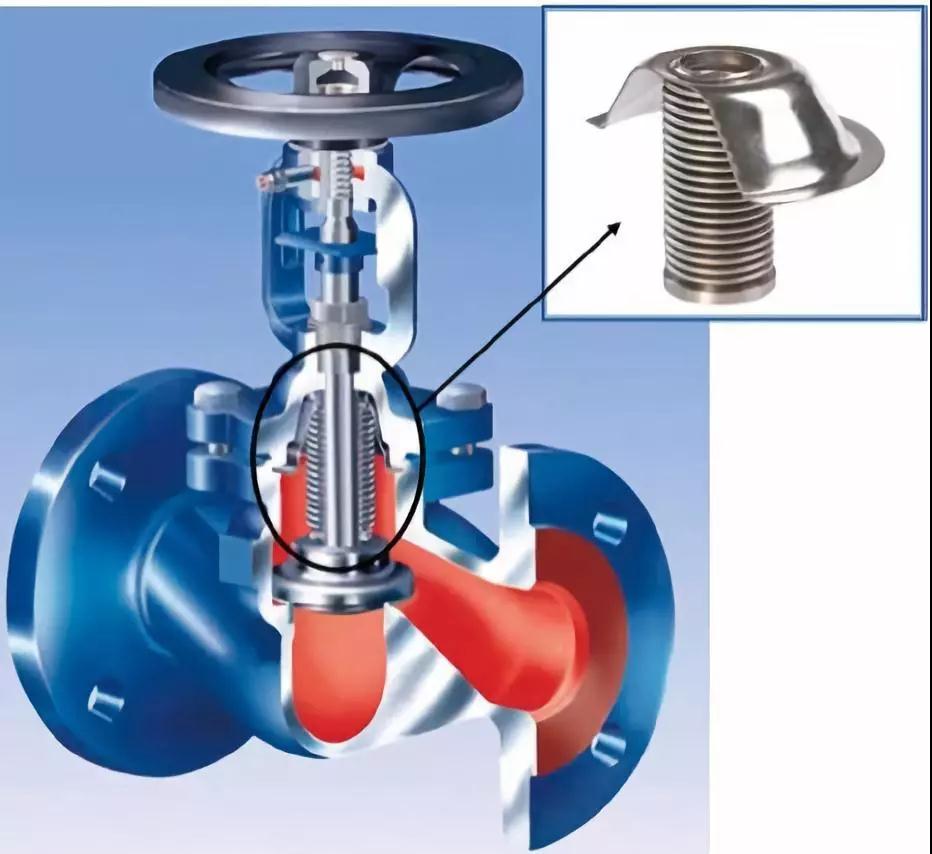
图2 金属波纹管阀门
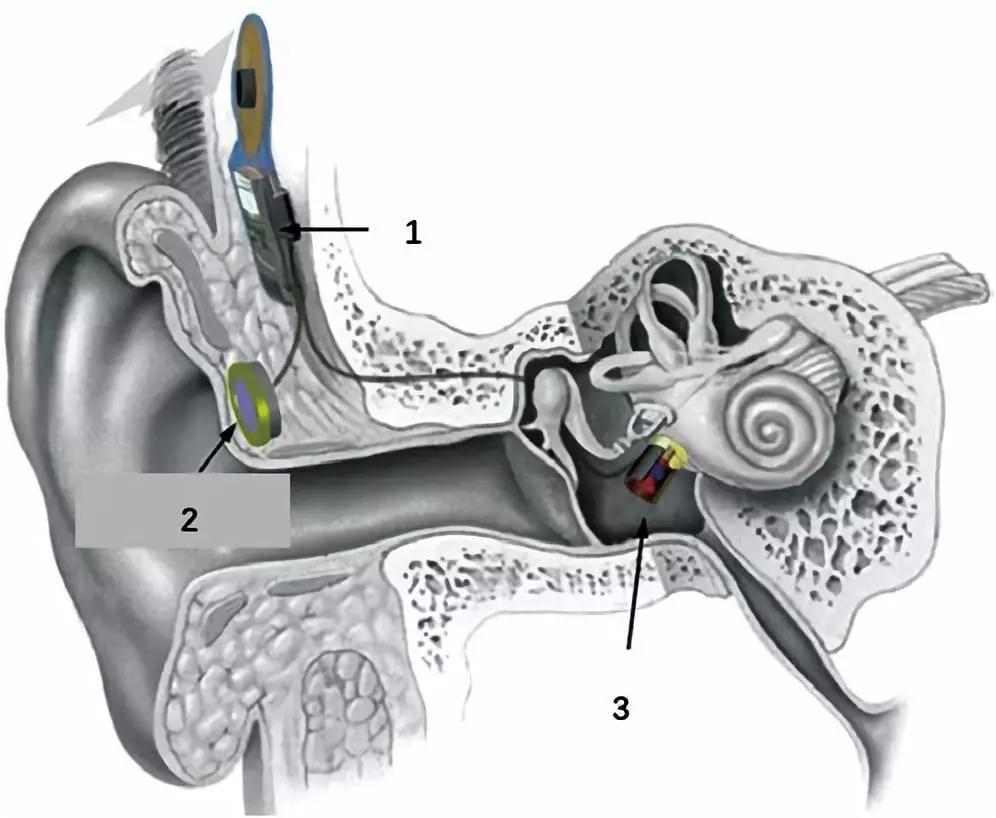
图3 金属不锈钢波纹管助听器原理示意图
1-信号处理器 2-麦克风 3-耳蜗传感器
随着工业生产对金属不锈钢波纹管提出越来越严格,越来越多样化的实际需求,金属不锈钢波纹管由于样式的差异逐渐分化出众多的种类。利用新的学术成果和创新技术,金属波纹管成形技术与装备也得到了不断更新和发展。随着实际生产对金属不锈钢波纹管产品的要求不断提高,人们对金属波纹管成形技术和智能装备展开了更深入地研究。
金属不锈钢波纹管的成形技术种类繁多,例如液压成形、橡胶或机械胀压成形、焊接成形、滚压成形、电铸成形、旋压成形、电磁成形等。以及新近研发的热辅助气压成形、半无模成形以及水射流渐进成形等波纹管成形技术,并且每种成形技术都有对应类型的波纹管件。
以上众多成形技术中能覆盖成形波纹管种类较多,成形领域应用较广泛的当属液压成形技术。尤其是在中型直径、小型直径的薄壁波纹管生产中,液压成形占有很大的份额。波纹管液压成形技术是现代液压成形在管材成形中的一种典型应用,液压成形金属波纹管的成形工序少、生产效率高、产品质量好、成形设备自动化程度高、操作简便。
液压成形波纹管主要用于加工不锈钢、低碳钢,铜合金等室温下塑性良好的材料,可加工管壁厚度范围为0.08~4mm。一般其可加工的波深系数k不大于2(波深系数是波纹管外径和内径之比,是决定波纹管几何形状的关键参数之一),可成形的管壁波纹样式有U形、V形、方形、S形等容易从模具取出的波纹形式。图4所示为波纹管结构尺寸图。
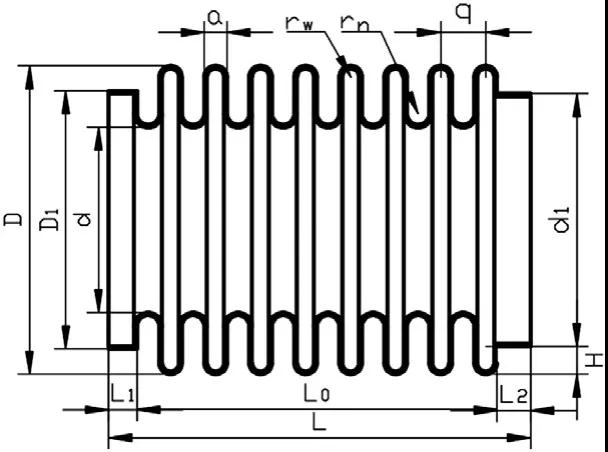
图4 波纹管结构尺寸图
d-内径(通径) D-外径 q-波纹管波距 a-波厚 H-波高 rw-外波纹圆角半径 rn-内波纹圆角半径 L-总长度L0-有效长度 L1-内配合有效长度 L2-外配合有效长度D1-内配合直径 d1-外配合直径
液压成形时,将预制的管坯零件置于成形模具中,在要加工波纹的管坯两端进行密封。在密封管段通入高压乳化液,达到管坯的屈服强度时,管坯在相邻的两片模瓣间向外胀起初波。初波达到设计弧度,停止泵入高压乳化液。相邻两片模瓣挤压初波至规定波厚,加压到整形压力,管壁贴合模具凹腔定形。成形系统卸压后,打开模具,退回冲头,得到液压成形的波纹管零件。
按照管坯上波纹成形的顺序是否连贯,波纹管液压成形技术可以分为:整体式成形和连续式成形。其中整体成形是管坯在模具中加载一次,就可以成形管件上所有的波纹;而连续成形是指每次成形一个波纹,依次成形管坯上设计的所有波纹。两种成形方式所对应的工艺原理和设备结构形式有所不同,下面分别进行介绍。
金属波纹管整体液压成形
金属不锈钢波纹管整体液压成形设备(图5)主要由两个系统构成,即液压机系统和模具系统。液压机采用常规形式即可,包括合模压力机、水平侧缸、增压器、控制部分、乳化液喷淋及辅助部分等。模具需要根据产品设计要求的特点,对芯模进行调整、更换。模具包括一组模瓣、模具体、分瓣机构。管坯成形模具轴线与工作平面有垂直和平行两种形式。轴线垂直工作台布置的模具,一般采用阶梯销轴串联模瓣的结构形式。轴线水平工作台布置的模具,一般采用卯榫勾连模瓣滑道的结构形式。典型零件的整体成形操作流程包括:管坯下料-管口打磨,扩孔-模具复位,开模-管坯在模具中定位-合模胀形-冲头推模成形-卸压,冲头复位-开模取件。图6所示为金属波纹管整体液压成形技术原理图。
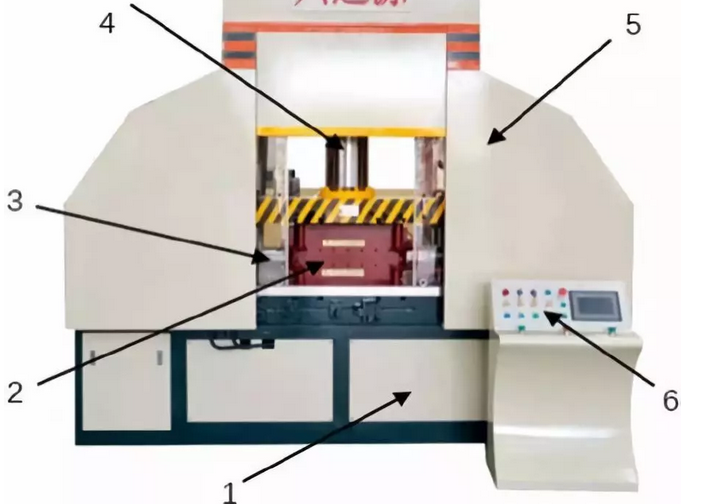
图5 金属波纹管整体液压成形设备
1-液压系统 2-模具 3-水平缸 4-压力机5-机床本体 6-控制系统
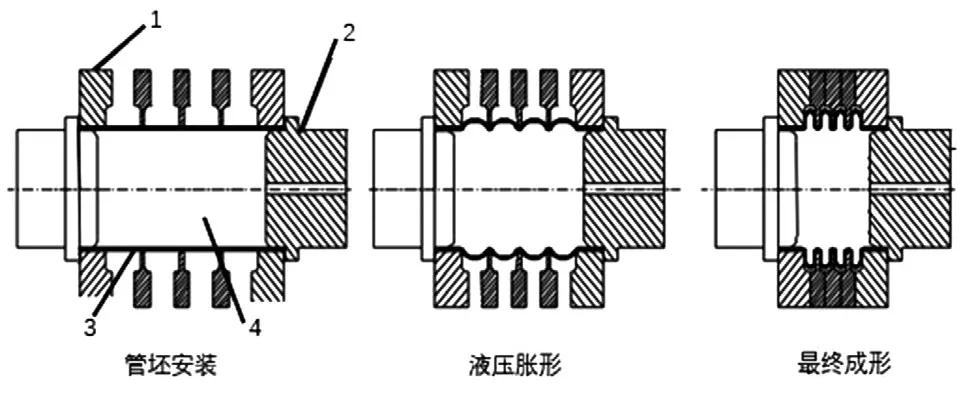
图6 金属不锈钢波纹管整体液压成形技术原理图
1-成形模具 2-挤压冲头 3-管件 4-成形介质
金属波纹管连续液压成形
波纹管连续液压成形设备主要由机架、模具、液压系统三部分组成。机架为部件合理布置提供一个可靠支撑。连续成形模具由芯轴、芯轴限位、导向柱、复位弹簧、密封圈、芯轴进退油缸等零部件组成。其成形模具轴线与水平面也有平行和垂直两种布置形式,图7所示为一种模具轴线水平布置的连续液压成形设备结构原理图,两种轴线布置形式在工业生产中都有广泛的应用。液压系统提供成形压力条件,又供油给芯轴进退油缸和合模机构等部件协调执行成形动作。单波连续液压成形操作流程为:管坯下料-定位与夹紧-合模-充压-推模成形-卸压-开模与退芯轴-成形下一波形。
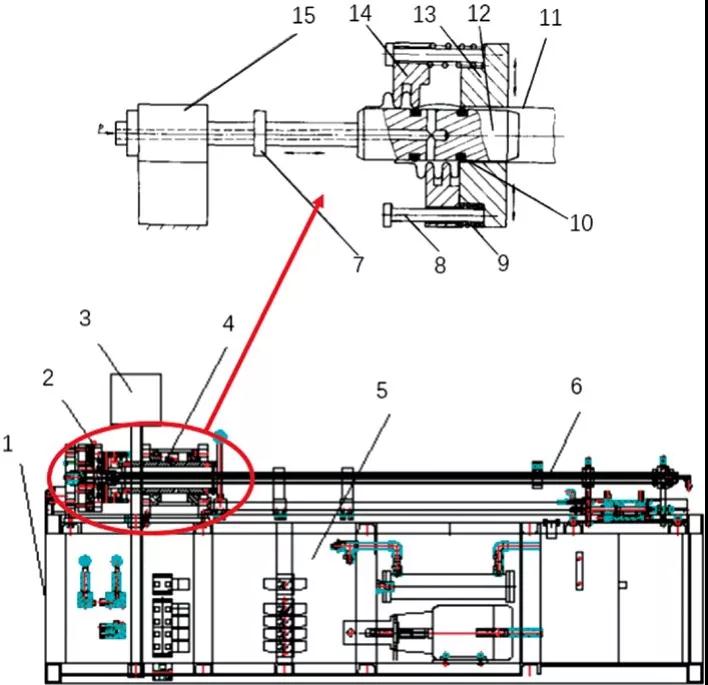
图7 金属波纹管连续液压成形设备
1-机架 2-分和模片 3-电气控制系统 4-成形部件 5-液压系统 6-轴向定位系统 7-芯轴限位 8-导向柱 9-复位弹簧 10-密封圈 11-管坯 12-芯轴 13、14-模具 15-芯轴进退油缸
从成形工艺分析,连续液压成形由于需要对管件重复进行定位、固定、密封等工步,其成形效率,成形质量略低于整体液压成形。而且连续液压成形重复的工序多,其橡胶密封件以及橡胶芯模更容易磨损,使用寿命更短。整体液压成形加工的波纹管内径更小,因为成形过程中只需要侧缸推头将高压乳化液注入管坯内部,这省去了伸入管坯内部的芯模。整体液压成形中使用的模具专用化程度高,一般一种产品对应一套模具模芯,一种模具模芯也只能生产一种产品。相对于连续液压成形,其模具通用化程度不高。
金属波纹管液压成形技术在实际工业生产中具有广泛的应用,其成形范围涵盖的波纹管种类众多,且成形工序少、生产效率高、产品质量好。金属波纹管液压成形设备自动化程度高、运行稳定、操作简单,因此受到波纹管生产企业的欢迎。图8所示为通过液压成形技术所加工出的部分有代表性的金属波纹管产品。

图8 液压成形金属波纹管代表性产品




